

-
-
-
铸造工艺我爱白菜网|全讯白菜|菠菜全讯白菜网|dota菠菜网|白菜收录大全网址|最全白菜网|四大菠菜社区|手机电子白菜|999全讯白菜,位于河北省石家庄,20多年专注于消失模铸造领域,集生产、研发、培训、销售为一体, 专为客户提供消失模全套设备、消失模模具、消失模涂料、消失模铸件、消失模专用砂及胶等,提供生产线设计、铸造项目规划、工艺培训为一体的一站式解决方案。 公司拥有实力雄厚的技术团队,其中机械工程师、电气工程师、铸造工程师等研发人员超过总人数50%,大专学历以上人员占60%。同时与河北科技大学、华中科技大学、河北工业大学、北京科技大学等多所院校合作

平板件工艺方案
发布时间:
2022-07-28 17:03
来源:
一、平板件白模、黄模、浇道设计、埋箱照片及原方案简介
该铸件尺寸1580mm*600mm*10mm,为防变形制作如下图工装,一件工装上,放置两片白模,然后刷涂料,埋箱造型,工装随黄模一起埋箱,该方案完全采用底注式浇注系统,直浇道尺寸50mm*50mm,横浇道尺寸40mm*50mm,三个內浇口,尺寸70mm*8mm/70mm*30mm,其中一个直浇道位于模型长度方向中间,另一个位于长度方向的一端,浇注温度1400度,负压-0.035MPa,-0.02MPa保压10min。

图1.1

图1.2

图1.3
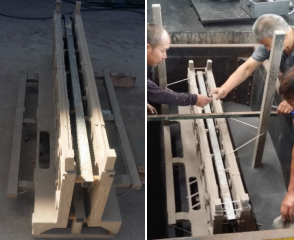
图1.4
二、现在浇注工艺方案存在的问题及分析
下图为翻箱后的铸件照片

图2.1
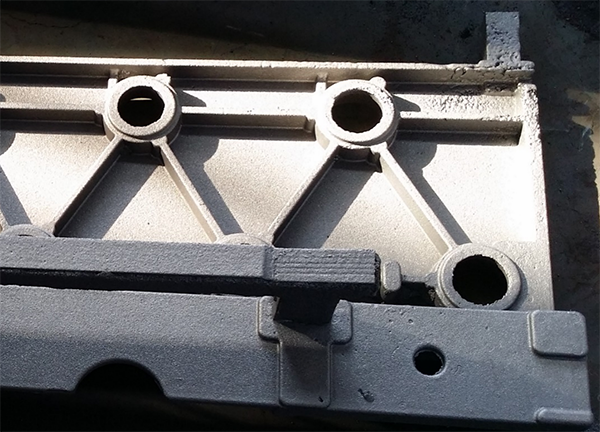
图2.2
根据上图分析,目前存在两个大方面的问题:
1、 图2.1所示为铁包砂缺陷,铁包砂缺陷是因为黄模摆放设计有缺陷,无法振实造成的,两个黄模相对摆放,且直上直下,出现大面积的死角,振实时砂子从上而下到达死角平面时左右填充,中间工装造成中间缝隙太小,砂子通道小,流量不足,且死角在内部,最多只能振实一个死角,死角处填砂不实,浇注后,涂料破损,铁水溢出,跟宝珠砂混合造成铁包砂缺陷。
2、 图2.2所示为冷(隔)类缺陷,严重程度由低到高依次包括①表面偶尔有小凹坑②表面疏松不平③表面不连续④冷隔,其中①②③类缺陷由于严重程度偏轻,往往对缺陷判断造成困扰,辨别时需谨慎。冷(隔)类缺陷是铁水流到冷却位置的温度偏低造成的,一种原因是浇注温度偏低,一种是浇注速度慢,导致铁水冲型过程中热量损失过多,温度降的较多。
此次浇注为三个內浇口,冲型速度相对较慢,1400度底注式浇注,铁水由下到上,温度由高到低,铸件表面缺陷由低到高逐渐加重,依次出现上述①②③④的冷(隔)类缺陷。
三、工艺方案修订
1、依旧采用原底注式方案
⑴针对铁包砂,铸件倾斜摆放,而且需要更改工装,一件白模一件工装,两个白模同向摆放,在砂箱中的摆放如下图侧视简图3.1。
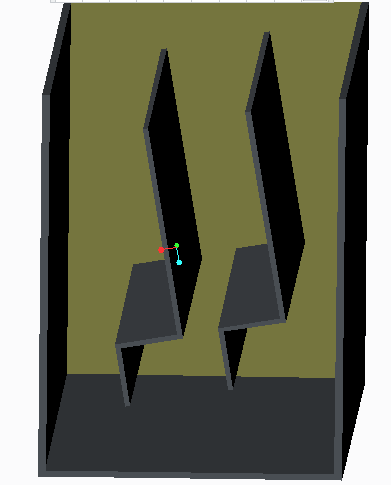
图3.1
⑵针对冷(隔)类缺陷,增加內浇口数量,由原来的三个內浇口增加至六个,浇注温度相应的提升至1440—1470度。如下简图3.2。

图3.2
2、摒弃原方案,采用新的工艺方案
新的方案浇道设计、造型时摆放如下图3.3,优点是死角位置由原方案的在下侧改到了上侧,振实时可手动辅助填砂,更加有利于消除铁包砂缺陷;且有助于提高浇注速度,横浇道以下是顶注,横浇道以上是底注,有利于消除冷(隔)类缺陷;且可以适当降低浇注温度,1420度—1450度即可。

图3.3
其中方案1,方案2,优先推荐方案2。但是不管是方案1还是方案2,一定要确保浇注速度,达到100kg/10s,浇注速度一定程度上比浇注温度更重要。
上一页
相关新闻
{kind=link}

公司微信

社交媒体聚合页