

-
-
-
铸造工艺我爱白菜网|全讯白菜|菠菜全讯白菜网|dota菠菜网|白菜收录大全网址|最全白菜网|四大菠菜社区|手机电子白菜|999全讯白菜,位于河北省石家庄,20多年专注于消失模铸造领域,集生产、研发、培训、销售为一体, 专为客户提供消失模全套设备、消失模模具、消失模涂料、消失模铸件、消失模专用砂及胶等,提供生产线设计、铸造项目规划、工艺培训为一体的一站式解决方案。 公司拥有实力雄厚的技术团队,其中机械工程师、电气工程师、铸造工程师等研发人员超过总人数50%,大专学历以上人员占60%。同时与河北科技大学、华中科技大学、河北工业大学、北京科技大学等多所院校合作

电石锅消失模工艺论文
发布时间:
2022-08-06 16:35
来源:
1.产品简介
电石锅主要用于冶炼矿石,主要尺寸1400mm×1300mm×850mm,主题壁厚60mm,单重2.1t,结构如图1.1所示,因其特殊的工作环境,电石锅须具有耐高温、耐腐蚀、不变形、不开裂、使用寿命长等性能。

图1
2.铸造工艺
2.1浇注系统设计
电石锅顾名思义可判断其大体形状呈锅形,尺寸重量较大,根据铸件结构特点并结合消失模铸造工艺技术,考虑采取将电石锅侧立的浇注位置放置。
电石锅材质铸钢,根据电石锅结构和重量,浇道采用开放式浇注系统,工艺出品率计划在65%左右,具体设计如下。
2.1.1电石锅侧立后高度达1.4m,故采用三级阶梯式浇铸系统,内浇道分别在底部、1/3、2/3的位置。内浇道与横浇道都选择60×60mm截面尺寸,与电石锅壁厚相同,确保足够大的内浇道截面积,并起到足够的浇道补缩作用。
2.1.2直浇道80×80mm,直浇道底部加一个缓冲涡,此铸件需钢水约3.2t,浇道承受的铁水冲刷很严重,故在直浇道上口加一截70×70mm直浇道,目的在于浇铸过程中大量的钢水不直接冲刷直浇道涂料层,保持浇道开放式结构,让钢水顺利充型。
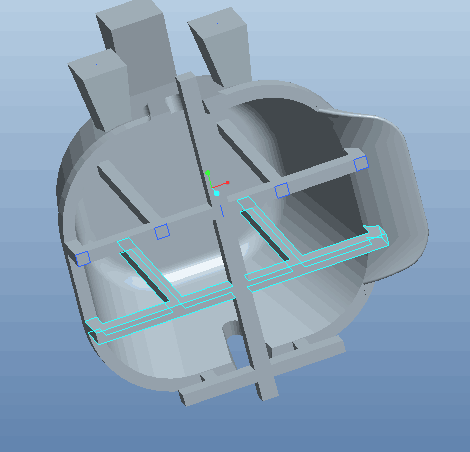
图2
2.2冒口设计
在铸件顶部设置三个冒口:两个小冒口120×260(底面)+220×260(顶面)+300(高),一个大冒口120×360(底面)+220×360(顶面)+300(高)。
此冒口设计原则是起到一定的补缩、积渣作用;另外,在浇铸过程中电石锅顶部泡沫气化,铁水还没到达顶部时,电石锅上部处于涂料空壳状态,上层容易被型砂压塌,因此冒口还起到一定的支撑作用跟电石锅上部共同支撑顶部型砂,防止塌箱。
2.3浇口杯选择
浇口杯尺寸500×400×300mm底部连接一节65×65mm浇道,用于埋箱时跟铸件直浇道对接。此处采用小一点的浇道是为了防止大量的钢水冲刷70×70mm直浇道上的涂料层。
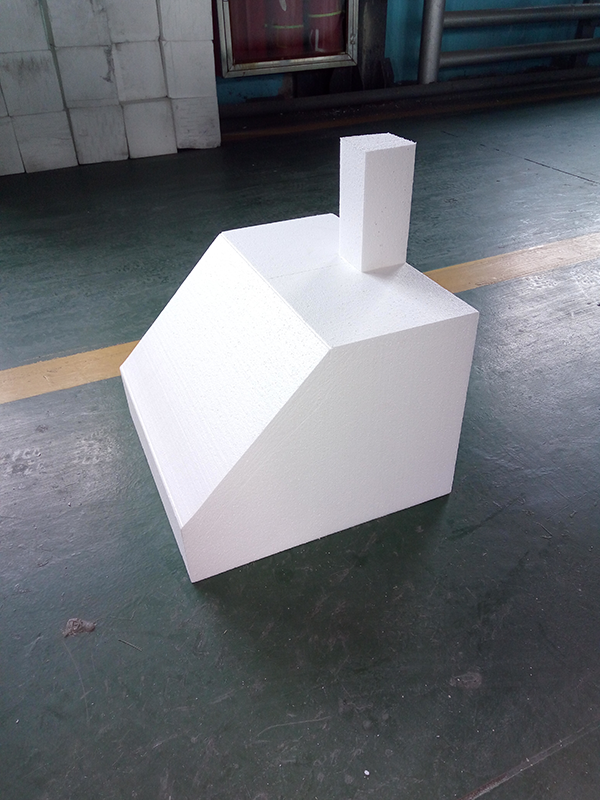

图3
3 铸造工艺流程
3.1白区
3.1.1打制白模
预发珠粒密度为14—16g/L,电石锅主体由四部分组合在一起,两套模具,每套分别打出两个单件再组合。

图4

图5
3.1.2组型
产品尺寸比较大,采用冷胶组电石锅主体,连接缝再用胶带纸粘接。放到烘干房烘干。
组型浇注系统采用热胶,热胶粘结快,不易使浇道开裂掉落。因浇注系统比较复杂,刷涂料、搬运过程中容易发生断裂,故组好型之后,用木条将浇道加固。

图6
3.2黄区
铸件比较大,不易搬运翻转,采用刷涂的方式。产品部分涂刷三遍涂料,每次涂刷后烘干24小时以上,保证黄模干透,厚度要在3mm以上。浇道、冒口部分涂刷5遍, 保证烘干且厚度要在4mm以上。
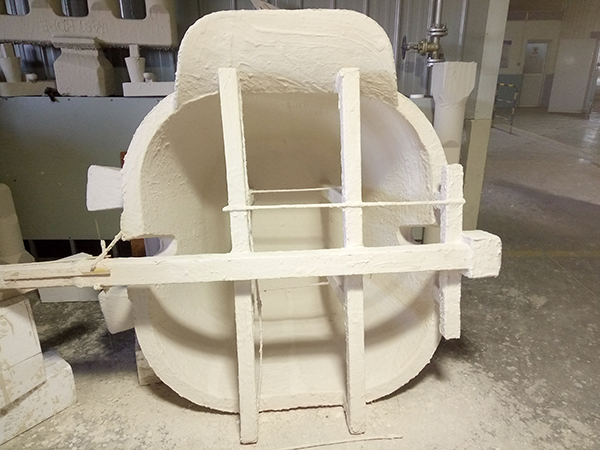
图7
3.3黑区
3.3.1材质选择
根据电石锅使用环境,以及它需要具有耐高温、耐冲刷等性能,因此选择采用35号钢。
表1 35号钢材质设计

3.3.2埋箱
底砂加入400mm振实,用行车将黄模放入并固定确保直浇道竖直向上,开始加砂,加砂过程中黄模不能倾斜,加到黄模三分之二处先振实一次,在加砂快到顶部时,第二次振实,用木板将电石锅上部砂子顶实,再加满砂子第三次振实。考虑到冒口顶部吃砂量太小(40-50mm),因此在冒口和直浇道上做一加高节(150mm)。

图8

图9
3.3.3浇铸
表2 浇铸参数

此铸件一共需要3.2t钢水,现场一个电炉只能熔炼2.7t。浇包最大3t,因此需要要用两炉钢水两个浇包来浇铸,浇铸过程中需要换浇包。所以在换浇包过程中速度一定要快,要保证在浇口杯中钢水水流完之前接上下一个浇包。
3.3.4翻箱清理
砂箱铸件总重16t,车间行车起吊上限为5t,不能够翻箱,因此选择把砂子漏出一部分,将铸件吊出,抛丸处理。

图10
4 铸件分析
4.1铸件整体成型,但铸件外表面,存在冲渣,夹渣现象。经分析浇口杯制作好放置时间比较长,致使表面松散;

图11

图12
4.2最底部内浇道处有涂料烧结。此缺陷主要是内浇口数量少过流量大,致使涂料烧结。

图13
4.3因涂料裂纹产生的粘砂。

图14
5 铸造工艺改进
5.1重新制作浇口杯
先割出泡沫浇口杯,再用水、石英砂、高温黏土(10%)混合均匀,填充到放有泡沫浇口杯壳体把本体捣实,再将泡沫取出。用圆棒等,将浇口杯内表面砸实,使内表面光洁不能带有松散的地方,放到烘干房里烘干。
5.2涂料烧结问题
将底部内浇道分流,原工艺是用两个60×60的内浇道,增加内浇道数量改用4个30×70楔形内浇道,并在这四个内浇道上过流量大的地方涂一层耐高温涂料。
5.3涂料裂纹问题
第一遍涂料调稀到刚能挂到白模上,可以一定程度控制涂料裂纹。
6 总结
总结上述经验后对产品生产各个环节进行控制规整改进,从而稳定生产出满足客户使用要求的电石锅产品,成功实践采用消失模铸造生产方式生产此产品。
下一页
相关新闻
{kind=link}

公司微信

社交媒体聚合页