

-
-
-
铸造工艺我爱白菜网|全讯白菜|菠菜全讯白菜网|dota菠菜网|白菜收录大全网址|最全白菜网|四大菠菜社区|手机电子白菜|999全讯白菜,位于河北省石家庄,20多年专注于消失模铸造领域,集生产、研发、培训、销售为一体, 专为客户提供消失模全套设备、消失模模具、消失模涂料、消失模铸件、消失模专用砂及胶等,提供生产线设计、铸造项目规划、工艺培训为一体的一站式解决方案。 公司拥有实力雄厚的技术团队,其中机械工程师、电气工程师、铸造工程师等研发人员超过总人数50%,大专学历以上人员占60%。同时与河北科技大学、华中科技大学、河北工业大学、北京科技大学等多所院校合作

立式烘干窑用挂片的消失模铸造工艺
发布时间:
2022-08-03 18:13
来源:
1.挂片的工艺参数
铸件轮廓尺寸:236X335mm
最薄壁厚:30mm
材质:ZG35Cr24Ni7Mn2N
化学成分:

耐热温度:800~950℃
铸件重量16kg
2.工艺特点
工作环境要求耐热,非加工铸件。铸件的结构上属于平板类铸件。铸件上不允许有夹砂、夹渣、缩孔、气孔等缺陷存在。
3.消失模铸造工艺设计原则
3.1泡沫模型的制作工艺
铸件对于需要切割粘接的铸件,一般都制定合理的切割粘接用工装,以便提高生产效率,准确定位铸件结构尺寸。挂板铸件由于生产批量小,故采用切割粘接白模的方式来成型,本公司工艺人员为现场制作了白模切割粘接用工装,包括铸件的主体的切割铝制模板,铸件粘接定位模板,铸件上的数字字母的切割模板。如图1所示。


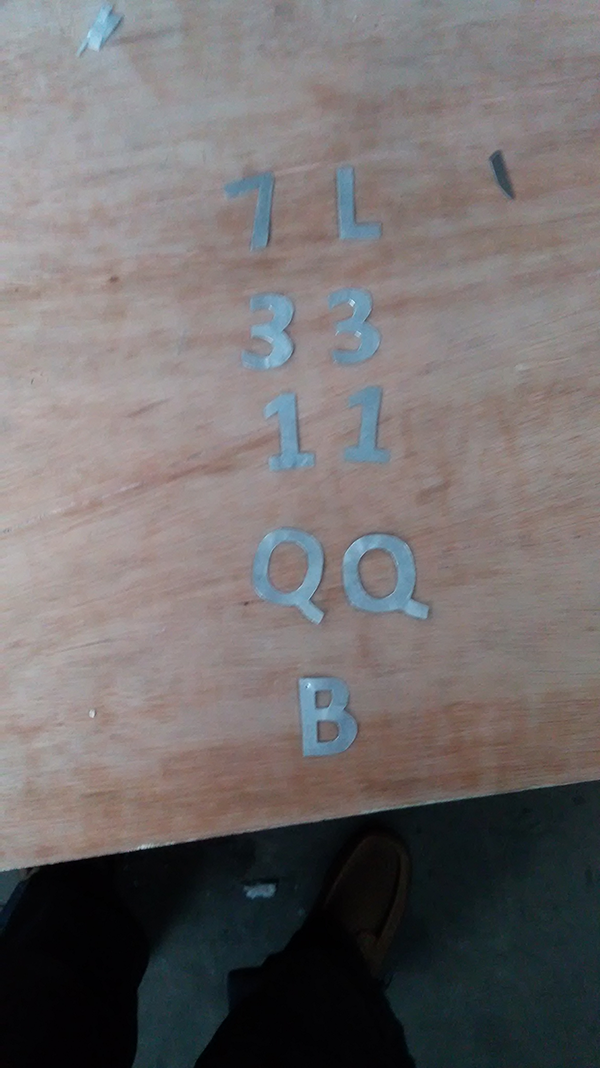
图1白模切割粘接用工装
3.2浇注系统的设计过程
铸件的结构较简单,整体结构不复杂属于平板铸件,这样的铸件容易实现一箱多件,故尽量增加铸件的工艺出品率,合理利用砂箱。根据铸件的结构,砂箱大小,熔炼炉和浇包的大小,确定了铸件立交顶注式,模型簇的采用一箱12件,横浇道尺寸40X40mm,直浇道尺寸40X40mm,内浇道尺寸40X40变40X20mm。铸件的浇注系统如图2所示。

图2
4.涂料的涂刷与烘干工艺
消失模涂料必须具备良好的强度、透气性、悬浮性、流淌性、涂挂粘结性等性能。本案例采用我爱白菜网|全讯白菜|菠菜全讯白菜网|dota菠菜网|白菜收录大全网址|最全白菜网|四大菠菜社区|手机电子白菜|999全讯白菜生产的优质涂料,严格按照涂料配方混制涂料,涂料搅拌机转速高速:1000-1200转/分钟,搅拌一小时,涂料搅拌机转速低速500-600转/分钟,搅拌30分钟消除气泡,波美度:48-50度,涂料没有气泡产生,涂挂的遍数:总体3遍,涂层厚度1.5毫米左右。烘干时间控制在15小时以上,烘干房温度保持恒温45℃,风扇搅动,烘模架要定时转动方向,防止模型变形,烘干过程要绘制烘干曲线。埋箱前检查涂层,涂层要求干燥、无裂缝、无露白。
5.填砂埋箱
采用30-40目的宝珠砂,底砂厚度150mm,挂平震实后放置泡沫模型。先用布袋加砂固定泡沫模型,再加砂至刚好埋住横浇道上端,进行第一次震动,震动是用手深入型砂辅助震实,震实方式及时间由瑞欧公司的震实台控制柜控制。第一次震实后再加砂至浇口杯上平面进行第二次震动紧实。
5.浇注铁水
浇注温度在1520℃~1550℃,负压度-0.05MP。浇注后以-0.025MP的负压度保压30分钟。
6.铸造生产初期的缺陷产生原因分析和改进措施
根据试制的挂片铸件缺陷,进行了细致分析研究,找出了缺陷产生原因,提出有针对性的工艺改进措施。
6.1夹砂
由于铸件的浇口杯用的是树脂砂浇口杯,工人操作时没有将浇口杯坐稳,浇注过程中铁水的浮力作用使浇口杯发生移位有的甚至直接飘走,导致大量的砂子进入铸件,生成夹砂缺陷而报废。如图3所示。之后采用了泡沫浇口杯,直浇道与浇口杯直接相连的方式,有效的避免了夹砂缺陷,但这种方式需要注意浇口杯和浇道处的涂料需要刷的厚一些;浇注时不要让金属液直接冲刷浇口杯侧壁,否则会由于白模浇口杯强度不够导致铸件报废。

图3夹砂缺陷
6.2 气孔
铸件从中间位置切割开之后,发现里面有大量气孔,如图4所示。分析原因是由于现场设备维护人员没有按照使用说明使用负压系统,浇注时候负压罐里面的水位不够,负压度浮动很大,浇注过程中铸件里面的气体没有全部被抽走,留在铸件内部,导致铸件气孔缺陷。在后面的生产中加够负压罐中的水位,便没有再出现这样的问题。
从这一点得出,铸造生产过程是环环相扣的,生产过程中数据的如实记录,每一个环节参数的都应该得到保证,应该具备的条件都应该达标,以便为之后的铸件缺陷问题的解决提供依据。
图4气孔缺陷
7.合格铸件落砂清理
可见涂料的脱落性很好,铸件表面光滑,完全满足铸造生产要求,生产出合格的铸件。
8.总结
通过对耐热挂板铸件铸造工艺和缺陷的分析得到以下认识:
(1):白模切割粘接工装的重要性,对于得到结构正确,尺寸符合要求的白模模型是很有必要的,可以降低操作难度提高工作效率。
(2)铸造生产中,控制好每个环节,使每个环节都做到稳妥到位。
(3)铸造过程中参数的控制和记录对于之后铸件问题分析很重要,本例中浇注过程中的浇注负压度严重不稳,导致铸件气孔缺陷,记录这一浇注过程的数据,对于准确分析缺陷原因很有必要。
相关新闻
{kind=link}

公司微信

社交媒体聚合页